Vinyl is inlaid or printed. One other good thing is that vinyl flooring is unwilling to staining & scratching which would be great in case you've pets at your home. One of the biggest advantages of vinyl flooring is it's a lot of design alternatives. Vinyl will be the floor covering supplies preferred by quite a few homeowners because of its affordability, durability, and the plethora of designs available.
Images about Industrial Grade Vinyl Flooring

The flooring that's set up on your home, office or commercial outlet is crucial in creating an impression. Vinyl was previously considered the poor cousin when it involved floors, with memories of Linoleum in your great grandparents home floor. Vinyl flooring is among probably the finest options keeping in view the very long lasting quality and the affordability of its. Luxury vinyl has been developed to be more durable, wear and water resistant.
Commercial Vinyl Sheet Flooring Armstrong Flooring Commercial

They will handle all of the crucial stuff for you. Making a mind for installing a floor in the house of yours? Don't get confused; simple and durable flooring you are able to choose is there. You can get this same look of all-natural stone with vinyl for a fraction of the cost. Compared with some other flooring choices such as genuine wooden floors as well as stone tiles, vinyl is at a price tag that will leave you with lots of design budget to play around with afterwards.
Husky Coin 10 ft. W x 44 ft. L Grey Commercial Grade Vinyl

Industrial Gray Vinyl Rigid Core Click Plank Flooring

Commercial Grade Sheet Vinyl Flooring 6 Foot to 12u0027 Ft. Sheet Floors

Commercial vinyl flooring: LVT vs. VCT vs. sheet flooring

Commercial Grade Hospital PVC Vinyl Flooring That Looks Like Wood

Husky Coin 10 ft. Wide x Your Choice Length Grey Commercial Grade
Resilient Commercial Flooring Tarkett

Commercial Vinyl Flooring Amtico – Amtico Commercial

Resilient Sheet Hard Surface Mannington Commercial

Commercial vinyl flooring: LVT vs. VCT vs. sheet flooring

Shaw Easy Street Vinyl Planks

Commercial Vinyl Flooring Luxury Vinyl Tile Parterre
Related Posts:
- Peel And Stick Vinyl Flooring Reviews
- How To Remove Vinyl Floor Tile Squares
- 24 X 24 Vinyl Floor Tiles
- How To Remove Super Glue From Vinyl Floor
- What Is Good To Clean Vinyl Floors
- Black Vinyl Floor Covering
- Rustic Wide Plank Vinyl Flooring
- Diamond Vinyl Flooring
- Marley Vinyl Floor Tiles
- How To Install Vinyl Flooring On Wood Subfloor
Industrial Grade Vinyl Flooring: Durability and Versatility Redefined
Introduction:
Vinyl flooring has long been a popular choice for commercial and residential spaces due to its affordability, ease of installation, and low maintenance requirements. However, when it comes to heavy-duty industrial environments, ordinary vinyl flooring simply won’t cut it. This is where industrial grade vinyl flooring comes into play. Designed to withstand the harshest conditions, this robust flooring solution offers unparalleled durability, versatility, and longevity. In this article, we will explore the key features of industrial grade vinyl flooring and delve into why it is the ultimate choice for high-traffic industrial spaces.
1. Unyielding Durability:
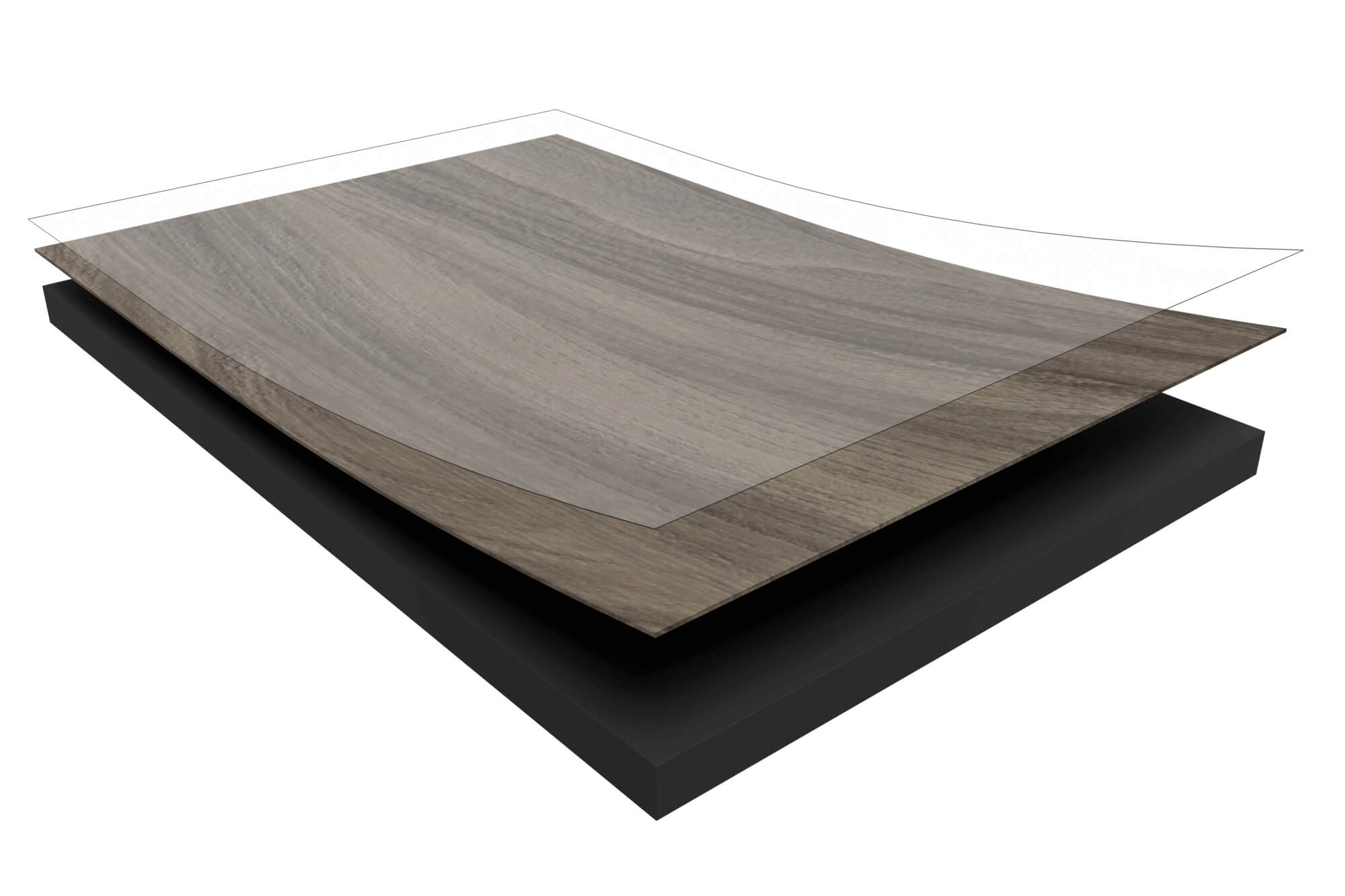
Industrial grade vinyl flooring is engineered to withstand the most demanding environments, making it ideal for industries such as manufacturing, warehouses, automotive facilities, and laboratories. Its durability stems from its construction using multiple layers of high-quality materials. These layers include a wear layer that protects against scuffs, stains, and scratches; a printed design layer that replicates the appearance of natural materials such as wood or stone; a sturdy core layer that provides stability and resilience; and finally, a backing layer that enhances dimensional stability.
FAQ 1: Can industrial grade vinyl flooring resist heavy impact?
Yes, industrial grade vinyl flooring is specifically designed to resist heavy impact. Its strong core layer acts as a shock absorber, minimizing damage caused by dropped tools or heavy machinery.
FAQ 2: Can industrial grade vinyl flooring withstand chemical spills?
Absolutely. Industrial grade vinyl flooring is resistant to chemicals commonly found in industrial settings, including oils, grease, solvents, and acids. This ensures that even in the presence of harsh substances, the floor remains intact and retains its aesthetic appeal.
2. Impenetrable Moisture Resistance:
One of the primary concerns in industrial environments is moisture damage. With constant exposure to spills and high humidity levels, conventional flooring options may succumb to rot, mold, and warping. However, industrial grade vinyl flooring boasts exceptional moisture resistance, thanks to its impermeable wear layer that acts as a barrier against liquid penetration.
FAQ 1: Can industrial grade vinyl flooring be installed in areas prone to water spills?
Absolutely. Industrial grade vinyl flooring is an excellent choice for areas prone to water spills, such as manufacturing plants or warehouses. Its moisture-resistant properties prevent the formation of mold and mildew, ensuring a safe and hygienic environment.
FAQ 2: Can industrial grade vinyl flooring be installed in areas with fluctuating humidity levels?
Yes, industrial grade vinyl flooring is designed to withstand fluctuations in humidity levels without warping or expanding. This makes it an ideal choice for environments where temperature and humidity changes are common, such as laboratories or food processing facilities.
3. Enhanced Safety Features:
In busy industrial spaces, safety is paramount. Industrial grade vinyl flooring offers several safety features that provide peace of mind for both employers and employees. These features include slip resistance, fire resistance, and static control capabilities.
FAQ 1: Is industrial grade vinyl flooring slip-resistant?
Yes, industrial grade vinyl flooring is designed with slip resistance in mind. It undergoes rigorous testing to ensure it meets industry standards for slip resistance, minimizing the risk of accidents caused by slips or falls.
FAQ 2: Does industrial grade vinyl flooring possess fire-resistant properties?
Absolutely. Industrial grade vinyl flooring is manufactured using fire-resistant materials that inhibit the spread of flames. In case of a fire incident, this flooring will not contribute to its escalation, providing valuable Time for evacuation and containment.
FAQ 3: Does industrial grade vinyl flooring have static control capabilities?
Yes, industrial grade vinyl flooring is equipped with static control capabilities. It effectively dissipates static electricity, reducing the risk of electrostatic discharge and protecting sensitive equipment and personnel.
4. Durability and Longevity:
Industrial environments demand flooring that can withstand heavy traffic, constant use of machinery, and frequent impact. Industrial grade vinyl flooring is specifically engineered to be highly durable and long-lasting.
FAQ 1: How long does industrial grade vinyl flooring typically last?
The lifespan of industrial grade vinyl flooring depends on various factors such as maintenance, traffic levels, and usage. However, with proper care and maintenance, it can last for several decades, making it a cost-effective investment.
FAQ 2: Can industrial grade vinyl flooring withstand heavy machinery?
Yes, industrial grade vinyl flooring is designed to withstand heavy machinery and equipment. Its strong core layer acts as a shock absorber, minimizing damage caused by dropped tools or heavy machinery.
In conclusion, industrial grade vinyl flooring offers numerous benefits for industrial settings. Its resistance to chemicals, moisture, slip accidents, fire incidents, and static electricity make it a safe and reliable choice. Additionally, its durability ensures longevity even in high-traffic environments.